铅酸蓄电池生产企业含铅废水处理技术
|
随着我国蓄电池生产行业的快速发展,产生的废水尤其是含铅废水对企业周边水资源造成了很大污染。按照GB 8978—1996《污水综合排放标准》的要求,含铅废水排放口处的总铅最高允许排放值为1.0 mg/L,而该类废水含铅高达30~90 mg/L。对含铅废水进行科学的处理,是铅酸蓄电池工业面临的重要研究课题。 1 含铅废水的特点及危害 2 项目背景 3 处理工艺及技术原理 3.1 工艺流程
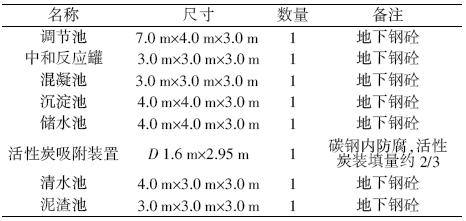
图 1 含铅废水处理流程 3.2 技术原理 3.3 工艺流程简介 (2)中和反应罐。pH的调节与中和反应间歇操作。泵入调节池的废水达到控制水位后碱液泵开始运行,同时开启搅拌机,pH的调节由自动控制仪控制。 (3)混凝沉淀池。采用一体设计,混凝过程在提升管道内和混凝池中完成,沉淀在平流沉淀池完成;絮凝剂 PAC在泵前吸入,助凝剂PAM在提升管末段加入。 (4)活性炭吸附装置。采用中和+混凝沉淀处理含铅废水虽然效果有限,但其中的污染物浓度已经很低,只需进一步深度处理铅离子,采用活性炭去除尾水中的铅离子和夹带的悬浮物。 (5)尾水回用系统。由清水池、液位控制器、变频装置、泵、管道组成。 (6)药剂投加系统。配套有储罐(含搅拌)、计量泵、液位控制器。 3.4 构筑装置及设备 表1 主要构筑物
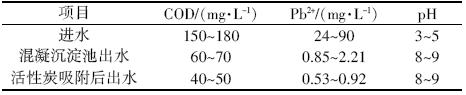
主要设备:提升泵,型号QW50-20-7-0.75 ,8台;液位控制器 ,型号GSK-1 ,10个;潜水搅拌机 ,型号QJB0.37/6-220/3-960,4台; 多功能pH/ORP在线监测仪,型号WT-2000 ,测量范围0.00~14.00, 8台;反冲洗泵,型号ZW50-20-12 ,4台;计量泵 ,型号JY-500 ,6台;板框压滤机 ,型号 BAS3/320-25,1台;自吸排污泵 ,型号ZW32-5-20 ,10台。 4 处理效果及讨论 表2 废水处理效果
正常情况下,铅酸蓄电池企业的生产废水中主要含有较高浓度的氟化物和含铅化合物,以及一定量的有机物和悬浮物,呈酸性。当溶液pH为9.2~9.8时,氢氧化铅沉淀最完全,在此pH范围内处理后的排出水含铅0.01~0.03 mg/L,如果pH更高会出现反溶现象,这是因为铅属于两性金属,OH-过高会形成铅络合物导致沉淀物溶解,因此pH的准确控制是关键。该工艺对浓度较高、流量较大的含铅废水有显著的处理效果。 5 经济分析 (1)电费:运行功率为57.80 kW,功率因素为0.8,处理每吨废水的耗电成本:57.8×0.6×0.8/20=1.388元/m3。 (2)药剂及活性炭的费用:1.41元/m3。 (3)人工费:按每月每人3 000元计,则处理 1 m3废水工资:6 000/(240×30)=0.833元/m3。 每吨废水的处理成本为 1.388+0.833+1.41= 3.631元/m3。 废水处理量为240 t/d,则处理成本为871.44元/d,回用尾水约为 220 t/d,按每吨工业用水2元计算,节省用水费用为 440元/d。。 6 结论 (2)以氢氧化钠溶液作为中和剂,控制反应 pH为9.2~9.8,混凝沉淀工段采用一体设计,有利于 Pb(OH)2沉淀物的生成和分离。 (3)活性炭吸附能有效去除尾水中的铅离子和夹带的悬浮物,大大减轻过滤设备的工况负荷。 (4)含铅废水经该工艺处理后,尾水可回用到生产工艺中,控制了含铅废水的排放,具有很好的经济效益和社会效益。 |