高浓度润滑剂废水组合处理工艺
|
近年来,随着子午线轮胎的高速发展,作为轮胎主要骨架材料的钢帘线需求量不断增加。2010 年我国钢帘线用量突破60 万t,需消耗润滑剂6 000~7 000 t,产生大量润滑剂废液。润滑剂废水成分复杂,污染物浓度高,处理难度大,该种废水的处理是钢帘线企业污染治理的难题。 润滑剂废水含有大量乳化油、溶解性有机物与络合态重金属,废水排放将造成严重的生态污染与环境危害〔1〕,因此被列入《国家危险废物名录》。目前在国内此类润滑剂废水处理的相关报道较为少见〔2, 3〕。国外研究者的处理方法主要有破乳法、还原法、电化学法、膜分离法等〔4, 5, 6, 7, 8〕。 1 废水水质及水量 两种废水需在处理后与综合电镀废水混合排放,预期处理目标为出水COD<500 mg/L,Cu<1 mg/L,Zn<5 mg/L。
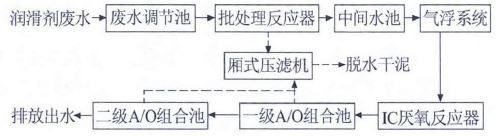
2 工艺流程简介 药剂破乳是废水中乳化油的常用处理方法,其中又分酸化法、盐析法、混凝法等。笔者经小试论证后采用硫酸铝混凝法对润滑剂废水进行破乳处理,利用混凝剂(如硫酸铝)的吸附架桥作用,与微粒油珠结合成为聚合体沉淀,从而实现水油分离。 在润滑剂废水中,铜主要以Cu2+与有机物络合存在,去除困难。去除络合态重金属铜的常用方法有硫酸亚铁还原法、硫化钠沉淀法、Fenton 氧化法等。考虑到硫化钠危险性较大,Fenton 氧化法成本过高,故采用了硫酸亚铁还原法。硫酸亚铁中的二价铁离子(Fe2+)具有还原性,在pH=2~3 时,能将水中的Cu2+还原成Cu+,而Cu+无法形成稳定的络合物,在pH 调节至碱性后与铁离子锌离子等共沉淀。 生化法去除溶解性有机物是工业废水处理中常用方法,大多采用A/O 工艺。但由于该润滑剂废水COD 过高,破乳处理后仍在20 000 mg/L 左右,因此采用IC 厌氧反应器作为预处理工艺,IC 厌氧反应器高径比大、有机负荷高,可适应高浓度的有机废水。后续采用两段A/O 工艺,并延长停留时间,最大程度降解废水有机物。 因此,可采用“破乳法去除乳化油—还原法去除重金属—多级生化去除有机物” 的组合工艺处理润滑剂废水。工艺主要由以下组成: (1)破乳法去除乳化油:废水加入混凝剂硫酸铝后搅拌进行破乳处理,破乳后乳化油随着混凝沉淀得到去除。 (2)还原法去除重金属:将破乳处理后的废水调节pH 至3,加入硫酸亚铁进行还原反应,然后加碱调节pH 至10 左右使重金属沉淀。 (3)IC 厌氧生物处理: 经预处理后的废水仍含有大量溶解性有机物,COD 在20 000 mg/L 左右。采用高容积负荷的IC 厌氧反应器可有效降解部分有机物,减轻后续生化反应负荷。 (4)A/O 工艺:经过厌氧生物处理的废水,分别在水解酸化池与好氧反应池中经过生物处理进一步降解有机物,经过两段A/O 工艺处理后废水COD基本得到去除,可与厂区其他低浓度废水混合后排放。 2.2 主要处理单元简介
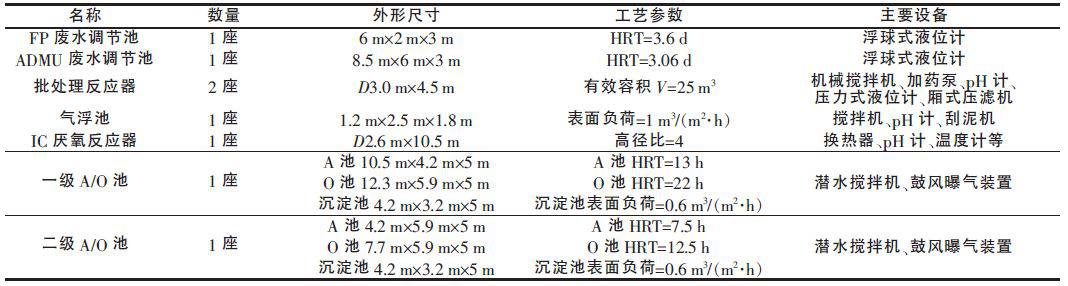
主要处理单元如下: (1)批处理反应器:FP 润滑剂废水与ADMU 润滑剂废水分别在调节池调节水质,然后提升至批处理反应器,采用序批式反应进行破乳与重金属沉淀处理。处理后的废水(混有大量重金属污泥)提升至厢式压滤机中进行泥水分离后出水进入中间水池。FP 润滑剂废水与ADMU 润滑剂废水分别配置一套批处理反应器与压滤机,出水统一进入中间水池。 (2)气浮系统:批处理出水由中间水池提升至气浮系统进行连续式处理,前段分别加入重金属捕集剂与混凝剂,深度去除重金属与乳化油,后段通过加压溶气气浮将浮渣分离后出水。 (3)IC 厌氧反应器:气浮出水进入IC 厌氧反应器,降解部分有机物。 (4)两段A/O 组合池:IC 厌氧出水进入两段式的A/O 组合池,分别经过水解酸化池、好氧生化池、沉淀池处理。处理出水重金属达标,COD<500 mg/L,可与该厂区综合废水混合后排放。 (5)污泥处理系统:由厢式压滤机脱水后外运填埋。每座批处理反应器单独配套一台,生化剩余污泥与气浮浮渣收集至污泥池后共用一台。 工艺全程实现电气自动化控制。 2.3 主要构筑物设计及运行参数
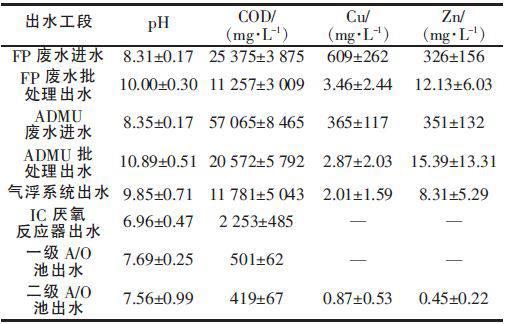
2.4 工艺特色 (2)物化处理组合工艺。润滑剂废水中的乳化油与高浓度重金属会严重影响生化系统处理效果,需在前端经物化方法彻底去除。本工艺在批处理反应器中进行破乳与还原反应,去除大部分乳化油与络合态重金属。并进入气浮系统,加入重金属捕集剂与混凝剂后通过气浮分离浮渣,保证乳化油与重金属的去除。 (3)多级生化处理工艺。润滑剂废水经物化处理后仍含有大量溶解性有机物,高负荷的IC 厌氧反应器可较好地适应高浓度有机废水,降解部分有机物,并减轻负荷,以利于后续好氧生化处理。IC 出水后采用A/O 工艺,进一步降解有机物。经过多级生化处理,出水COD 降至500 mg/L 以下,与厂区综合废水混合后即可达标排放。 (4)工艺全程实现电气自动化控制。润滑剂废水组合工艺处理单元多、流程复杂,但实现电气控制后,废水提升、药剂投加、设备运行等流程均可自动完成,准确性高,节省人力,处理系统运行稳定。 3 处理效果 5 月份各工段水质每日连续监测,取5 月1 日至5 月10 日数据做平均,结果如表 3 所示。
4 运行成本分析 5 结语 采用该组合工艺处理拉丝润滑剂废水,出水重金属基本得到去除,Cu<1 mg/L,Zn<1 mg/L,COD 降至500 mg/L 以下,与厂区综合废水混合后即可达标排放。 |