谷物蛋白废水处理工艺
|
谷物蛋白中含有人体所必需的氨基酸、组分齐全,属于优质蛋白〔1〕。苏州某公司以大豆、玉米、大米、小麦等常规农作物为主要原料,采用酸碱生产法并配以专利技术生产质优价廉的谷物蛋白。在谷物蛋白生产过程中,碱溶、酸沉、分离、清洗等工序会产生一定量的废水,废水具有有机物浓度高、悬浮物量大的特点,同时其具有的氮磷等营养污染物直接排放必然会给当地水体造成巨大污染。在现有文献资料中,尚缺乏对该类废水处理工程的经验总结,因此,根据实际情况对该废水制定合理的处理流程,经精心施工和调试,最终达到良好的处理效果,为今后类似工程实践提供参考依据。 1 工程概况
2 工艺流程简介
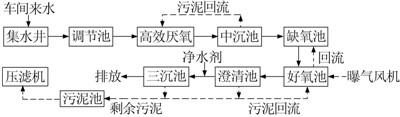
图 1 废水处理工艺流程 由图 1可见,废水通过集水井,去除较大杂质后进入调节池,在调节池中对废水的水质水量进行调节,以保证后续构筑物的稳定运行。随后将废水泵入IC反应器处理大部分有机物质,同时,将废水中的有机氮进行氨化反应转化为氨氮,因此IC反应器出水中氨氮浓度升高。IC反应器出水进入中沉池,将不易沉淀的厌氧污泥沉淀后回流,防止前段工艺的处理效果波动对后续工艺造成冲击。后续的A/O工艺继续对废水进行脱氮处理,同时也进一步对废水中残余的有机物进行降解,最终经沉淀池固液分离,出水达标排放,剩余污泥经压滤后外运。 3 主要构筑物简介 (2)调节池。对车间来水进行水质、水量调节,确保后续流程稳定连续。设计尺寸7 m×8 m×2.7 m,体积113 m3,1座,停留时间10 h,结构:钢砼,半地上式。 (3)IC反应器。在中温条件下,进水从IC反应器底部进入第一反应器,与厌氧污泥均匀混合,大部分有机物被转化为沼气,产生的沼气被第一厌氧反应室的集气罩收集,沼气沿着提升管上升,并将第一反应室的混合液提升至反应器顶部,经过气液分离器,沼气从导管排走,而泥水混合液又沿回流管返回第一反应室,与底部厌氧污泥充分混合,实现了混合液的内部循环,大大提高了生化反应速率和反应器去除有机物的能力〔3〕。沼气经安全收集后,进入湿式气柜调压进入厂区锅炉助燃。设计尺寸D 6 m×18 m,体积500 m3,1座,组成:进水布水系统、内部配件、出水系统,运行温度34~38 ℃,停留时间43 h,容积负荷6.7 kg/(m3·d),去除率>85%,进水水质:COD <12 000 mg/L,n(COD)∶n(N)∶n(P)=(300~500)∶5∶1,水温34~38 ℃,pH 6~8。塔体:碳钢结构,除锈,内6101环氧树脂防腐,外防锈并保温,保温岩棉100 mm厚,外包彩钢板,彩钢板厚度0.5 mm;布水系统:不锈钢结构,组合布水器,专利产品(ZL200420109187.0);出水系统:活动出水堰,碳钢+不锈钢制作,喷砂除锈,6101环氧树脂防腐。 (4)中沉池。选择高效厌氧反应器出水携带出来的污泥,活性良好的污泥回流至厌氧反应器内,保证其内的微生物量,同时减轻后续好氧生物处理的负担。设计尺寸D 2.8 m×4.2 m。体积25 m3,2座,表面负荷1.7 m3/(m2·h),结构:碳钢,地上结构。 (5)A/O池。对中沉池出水进行进一步处理,去除其未降解的有机污染物。设置缺氧、好氧区,实现脱氮效果。设计尺寸9.5 m×7 m×5 m,1座,总体积250 m3,HRT为24 h,容积负荷约2.0 kg/(m3·d),去除率>80%,缺氧区体积60 m3,停留时间6 h,好氧区体积190 m3,停留时间18 h,结构:钢砼,半地上式。配套曝气风机风量3.3 m3/min,功率5.5 kW,2台,1用1备。 (6)澄清池。截留A/O池出水携带的SS,污泥回流至好氧池内,保证好氧微生物量。设计尺寸5 m×3.5 m×5 m,1座,体积60 m3,HRT为4 h。表面负荷1.5 m3/(m2·h)。结构:钢砼,半地上式。 (7)污泥池。储存澄清池排放的剩余污泥,在此进行浓缩,后进入板框压滤机进行污泥脱水。设计尺寸5 m×3.5 m×4 m,1座,体积48 m3,结构:钢砼,半地上式。好氧系统每天产生绝干污泥约150 kg,折合含水率80%的湿污泥约0.75 m3。剩余污泥采用一台压滤面积为40 m2的板框压滤机压滤后外运。 4 调试及运行
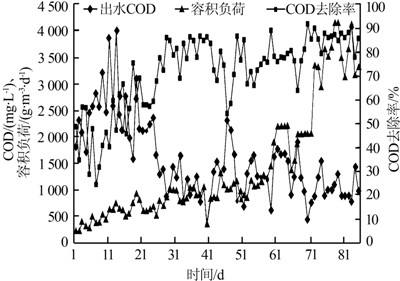
图 2 IC反应器调试阶段水质监测数据 由图 2可见,在1~25 d,污泥处于驯化期,进水量为50 m3/d,负荷控制在1 kg/(m3·d) 以下,此阶段出水COD波动很大,去除效率不稳定。25 d以后去除率趋于平稳,进水负荷由1 kg/(m3·d) 开始,每次0.5 kg/(m3·d) 负荷提升,提升周期不固定,经过50多天的运行,容积负荷可以稳定在4 kg/(m3·d)以上,去除率稳定在90%左右。 由于厌氧出水具有稳定的pH和较高的碱度,通常在3~5 mmol/L,且废水具有合适的n(C)∶n(N)∶n(P),因此,保证A/O工艺充足的曝气量和较高的回流比是系统去除残余COD及脱氮的重点。采用调节风机曝气量的方式,将O池末端出水处溶解氧(DO)值保持在2 mg/L左右,采用内回流比为350%。 5 调试结果
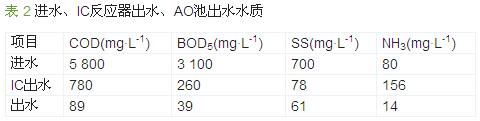
整个工艺流程设计紧凑,自动化程度高,占地面积省,处理效果稳定优异,吨水处理费用约为0.8元,运行费用低。。 6 结论 (2)在中温、4 kg/(m3·d)的容积负荷条件下,IC厌氧反应器对谷物蛋白废水的COD去除率达到85%以上,产生的沼气供厂区锅炉助燃,回收热值。A/O系统对厌氧出水COD和氨氮的去除率分别达到87%和90%以上。 (3)IC-A/O组合工艺处理谷物蛋白废水能够保证废水稳定达标排放,出水可达到《污水综合排放标准》(GB 8978—1996)一级标准,具有明显的经济效益、社会效益和环境效益。 |