酸性废水处理技术
|
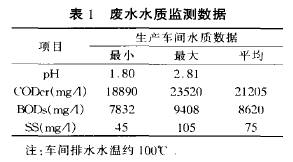
本文摘要:采用电腐蚀一中和反应一内电解一混凝沉淀一厌氧一好氧组合工艺,对某企业排放的高浓度酸性生产废水进行了中试研究。研究结果表明,废水经本工艺处理后,CO1)、BOD 的总去除率达到99% 以上,出水pH7~8,符合国家《污水综合排放标准}(8978—1996)中二级排放标准的要求。 酸性废水处理技术1 废水的来源及水质参数
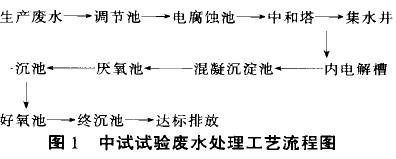
酸性废水处理技术2 工艺路线的选择及流程的确定 2.1 主体工艺路线及流程 本工艺的选择主要是基于以下几点来考虑的: (1)电腐蚀池是利用电化学腐蚀原理,酸性废水中的H与铁屑反应,使废水的pH 值升高,提高废渣的沉降性能,同时废水中的COD也可降低。而且Fe(OH)2,也是良好的絮凝剂,在后续单元可节省大量的药剂,降低处理成本。 (2)在中和反应单元能发生多步化学反应,通过药剂的加入,有利于将废水中的小分子朋机物氧化,提高难降解有机物的可生化性,还可将废水中的大分子有机物混凝去除。 (3)在内电解单元中,以废铁屑和活性炭作为填料,形成原电池,同时加入催化剂组成新的氧化一还原体系。正极产生的新生态[H]与负极产生的Fe2+ 具有较高的化学活性,与废水中的一些组分发生氧化=还原反应。在铁屑中抽的活性炭的表面含有大量酸性基团或碱性基团,使得活性炭不仅具有吸附能力,而且还具有催化能力。同时,电池的电极周围存在电场效应,经过电极反应,还能破坏污染物的分子结构,进而达到了去除废水中的污染物的目的,并且能够提高废水的可生化性。 (4)混凝沉淀单元中,通过混凝剂、助凝剂及废水中所存在的Fe2+/Fe3+ 的作用,破坏废水中胶体的稳定性,使细小的胶体微粒凝聚成较大颗粒沉淀下来,可以较大量地去除废水中的COD。废水中存在的缓冲体系,还可以保证后续的厌氧生物处理过程中存在足够的碱度。另外,废水中残存的铁也会在废水的生物处理过程中产生应有的作用。 (5)生产废水经过预处理后,污染负荷已大大降低、pH 值升高、毒性降低,可生化性提高。但必须再经过一定的生化处理,才能保证最后出水达标排放。 (6)厌氧处理单元特点是:采用纤维束作为填料,这不仅可以增加生物量,又可阻截污泥流失,提高反应器滞留污泥的能力。废水进入反应器后,在厌氧菌的充分作用下,长链分子被打断、分解,废水中有机物浓度降低,容易被后续的好氧菌分解。 (7)好氧工艺采用处理能力大、去除率高、耐负荷变动的冲击力强、运行灵活、生物量高的生物接触氧化法。此法剩余污泥量少、运行及管理方便,污染物去除能力稳定在一定的水平上,克服了传统活性污泥法的污泥膨胀问题,基本上不需要污泥回流。 酸性废水处理技术2.2 工艺流程图如下
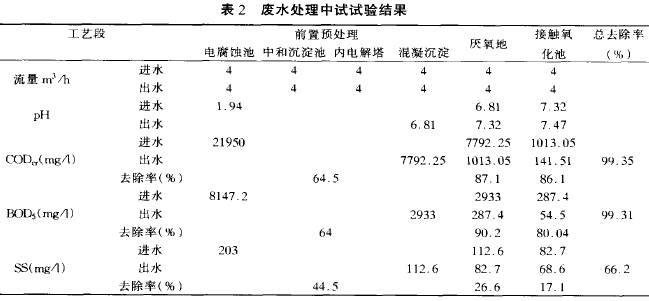
酸性废水处理技术3 主要构筑物工艺设计 3.1 电腐蚀池 3.2 中和塔 3.3 内电解塔 3.4 混凝沉淀池 3.5 厌氧池 3.6 生物接触氧化池 酸性废水处理技术4 中试试验结果 废水处理中试试验结果见表2
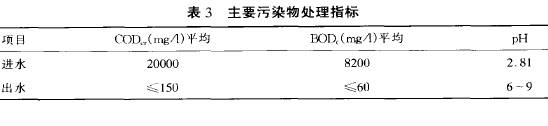
酸性废水处理技术5 主要技术经济指标 5.1 主要污染物处理指标
5.2 主要经济指标 (1)废水处理运行成本:3.29元/吨水,其中含人工0.84元,电耗0.82元,药剂1.6l元,其它0.02元。按去除COD 计:0.166元/kg,COD 。 (2)每年排放达标废水,年去除有机污染物以CO D 计:约1700吨,以BOD 计约780吨,有机污染物的去除相当于1.5万吨城镇生活水的去除能力。 酸性废水处理技术6 结论 6.1 本研究以实验室试验为基础,经过生产性试验验证和完善,对高浓度验性废水的水质特性进行深入的分析,首次提出以铁屑腐蚀一内电解作为废水预处理工艺,完整提出了废水后续生化处理工艺,技术先进,实用性强,为国内高浓度废水处理开创了新路,与实施洁生产相互补充,确保在最不利条件下实现废水的达标排放,为企业扩大规模奠定了基础。 6.2 鉴于高浓度酸性废水水量规模不大,但有机污染物浓度高,污染物组分复杂,特别是呈较强酸性的特点,通过铁屑腐蚀一内电解等单元组成的预处理系统,可有效提高废水的pH 值,改善废水的可生化性,减少石灰或其它碱的用量,实现以废治废,大大降低运行费用;产生的Fe2 本身是良好的絮凝剂,在调节pH 的同时,发生絮凝沉淀反应,既节约了其它絮凝剂的用量,又进一步改善水质;催化剂的投加,使反应器内形成新的氧化一还原体系,对大分子和难降角如上所述有机物进行分解,去除效率明显提高,对处理系统最终达标排放具有决定性的作用。 6.3 充人发研究了后续生化处理的工艺,使整个系统趋于完善、合理,预处理和生化处理互相作用,互为补充,确保整套工艺流程技术的先进性,经济的合理性。 6.4 研究确定的工艺参数经过生产中试确认,对今后高浓度酸性化工废水处理的工程设计、调试具有很高的借监价值,并且已进入了实际生产应用阶段。 |