|
塑胶厂废水处理:随着人类生活水平的提高及工业的高速发展,塑胶材料得到广泛的应用。在某些使用条件下,有时需在塑胶件表面镀覆一层金属物质(如铜、镍、铬等金属),以增强塑胶件的耐磨性、导电性或美观性等。鉴于塑胶材料不导电的特性,其主要以化学镀为主。
如以深圳某塑胶电镀厂为例:该厂专业从事塑胶制品的电镀。其生产工艺如下:塑胶件→除油→水洗→酸洗→水洗→粗化→沉钯→水洗→镀焦铜→水洗→化学镀镍→水洗→化学镀铜→水洗→电镀酸铜、酸镍→水洗→镀铬→成品。
1:塑胶厂废水水量及水质
废水设计处理量为60m3/h,其中含铬废水 (主要为粗化及镀铬环节产生的废水)25 m3/h,含络合物废水(主要为镀焦铜、化学镀铜、化学镀镍废水等含络合物的废水)10 m3/h,综合废水(即酸洗、除油及电镀类废水)25 m3/h。具体水质如表1所示:
|
废水种类 |
污染物名称 |
污染物浓度 |
|
含铬废水 |
Cr 6+ |
80 ~ 100mg/l |
|
PH |
2 ~ 3 |
|
COD Cr |
50 ~ 80mg/l |
|
含络合物废水 |
Cu 2+ |
40 ~ 60mg/l |
|
Ni 2+ |
30 ~ 50mg/l |
|
PO 4 2- 、 P 2 O 7 2- |
10 ~ 20mg/l |
|
COD Cr |
100 ~ 200mg/l |
|
PH |
6 ~ 9 |
|
综合废水 |
Cu 2+ |
40 ~ 60mg/l |
|
Ni 2+ |
30 ~ 50mg/l |
|
PO 4 2- |
10 ~ 20mg/l |
|
PH |
3 ~ 5 |
|
COD Cr |
80 ~ 120mg/l |
|
SS |
100 ~ 180mg/l |
2:排放水质要求
废水经处理后达到需达到《国家综合污水排放标准》(GB8978-1996)之一级标准。即Cr6+≤0.5mg/l,Cu2+≤0.5mg/l,Ni2+≤1.0mg/l,PO42-(以P计)≤1.0mg/l,CODCr≤100mg/l,SS≤70mg/l
3:塑胶厂废水处理工艺及方法的选择
该类废水具有成份复杂,污染大,难处理等特点,比较成熟的处理方法为分流处理、化学沉淀法。
该类废水中较难处理的为含络合物的废水,其废水中含有EDTA-Na、柠檬酸盐(Na3C6H5O7)、乳酸等能与Cu2+、Ni2+络合的强络合剂,此类废水一般采用以下几种方法进行处理:①投加重金属捕集剂进行破络的方法,该法最常用的捕集剂为Na2S。经小试得出,在此类废水中,Na2S对铜的沉淀效果是比较理想的(Cu2+〈0.3mg/l〉,但因NiS的溶度积较大,故对络合镍的沉淀则无多大作用(其出水中Ni2+达到5mg/l,严重超标),而采用投加如ISX等类型的捕集剂虽效果可以,但费用高昂,且运输、保存均不方便。故此法在本工程中不作考虑。②铁屑内电解法,此法由于铁屑内电解塔内的铁屑易结块,影响设备正常运行,故此法在本工程中不作考虑。③离子交换法,由于水量较大,污染物浓度较高,故此法在本工程中不作考虑。④酸化破络的方法,一般调PH在2左右,使Cu2+游离出来。⑤氧化法破坏络合物的方法,采用投加强氧化剂破坏EDTA等络合剂的方法。经多次试验,决定采用酸化—氧化法进行综合处理:即先调酸至PH=3左右、投加漂白粉溶液进行氧化、破坏有机络合剂,同时将化学镀镍过程中排出的还原剂次磷酸酸盐氧化成正磷酸盐,并且在酸性条件下,焦磷酸铜等络合物极易被破坏,破络后的废水再进行中和、混凝沉淀的方法进行处理,中和时,加入废水中的漂白粉溶液中的Ca2+可与磷酸盐生成磷酸钙、羟基磷酸钙沉淀,从而达到去除磷酸盐的目的。
注:在酸性溶性中:HOCl+H++2e→Cl-+H2O,E=1.49V;在碱性溶性中: OCl-+H2O+2e→Cl-+2OH-,E=0.9V;在中性溶液中,E=1.2V,经多次试验发现,其络合废水中的Cu2+ 、Ni2+浓度随氧化反应的时间及酸度成正比,反应时的PH值越低,反应时间越长,则处理效果愈好。如表2所示.
|
序号 |
反应 PH 值 |
反应时间( H ) |
中和沉淀后 Cu 2+ 浓度 |
中和沉淀后 Ni 2+ 浓度 |
|
1 |
3 |
1.5 |
0.52mg/l |
0.85mg/l |
|
2 |
4 |
1.5 |
1.21mg/l |
1.37mg/l |
|
3 |
4 |
2.5 |
0.63mg/l |
0.98mg/l |
由于破络后的废水还含有少量的络合剂,且为避免其与综合废水中的还原性物质反应重新生成络合物,故将络合废水的沉降池单独设置1个。
综合废水为普通的中和、混凝沉淀法。
含铬废水为普通的还原法,由于Cr3+的最佳沉淀PH值为7~8,而Cu2+、Ni2+的最佳沉淀PH值为10.5左右,两者存在冲突,故还原后的铬水单独加碱中和,并进行固液分离。
鉴于废水处理站面积较小,故固液分离设备采用了迷宫沉降池。迷宫沉降池具有表面负荷高,占地面积小,固液分离效果佳等优点。
4:塑胶厂废水处理设计的工艺流程图见附图:
<?xml:namespace prefix = v ns = "urn:schemas-microsoft-com:vml" /> 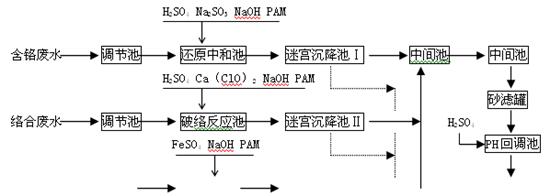
 该工程于2001年8月建成并开始调试,并于同年11月份通过验收,经有关部门监测,结果见表3: 该工程于2001年8月建成并开始调试,并于同年11月份通过验收,经有关部门监测,结果见表3:
|
项目 |
PH |
Cu 2+ mg/l |
Ni 2+ mg/l |
Cr 6+ mg/l |
PO 4 2- mg/l |
COD mg/l |
SS mg/l |
|
处理前 |
4.5 |
48.53 |
29.35 |
61.01 |
13.42 |
146 |
110 |
|
处理后 |
7.2 |
0.32 |
0.36 |
0.25 |
0.76 |
82 |
25 |
|
处理前 |
2.8 |
60.02 |
37.40 |
59.62 |
19.47 |
138 |
107 |
|
处理后 |
6.3 |
0.46 |
0.48 |
0.11 |
1.05 |
59 |
23 |
|
处理前 |
3.9 |
46.72 |
47.85 |
54.65 |
15.03 |
126 |
108 |
|
处理后 |
7.5 |
0.28 |
0.53 |
0.13 |
0.75 |
56 |
18 |
8: 主要技术经济指标
该工程设计处理量为60m3/h,占地面积约420m2, 工程总投资约80万元。日常运行费用约2.0~2.5元/ m3废水(不计设备折旧费)。。
9: 结束语
采用分流处理、化学沉淀法治理塑胶电镀废水是完全可行的。
a) 本工艺将不同种类的废水彻底分开,既节约了处理成本,又大大减少了污泥回收利用的难度。
b) 整套系统均采用PH/ORP自控系统进行药剂投加的控制,具有操作方便,处理效果稳定等特点。
c) 采用酸化---氧化法分离含络合物废水中的重金属离子,避免了投加硫化钠或其它重金属捕集剂带来的高额费用及产生的负面影响。
d) 采用氧化法破坏络合剂的反应须注意反应的PH值,反应的时间、漂白粉的投加量等。理论上也可采用芬特试剂进行氧化,但由于芬特试剂配制及保存均较困难,故未作考虑。
e) 络合废水中的磷酸盐浓度较高,仅靠投加的漂白粉溶液中的钙离子对其进行反应,容易造成加量不够,导致磷酸盐指标易超标。故在实际运行中应补充投加石灰溶液或氯化钙溶液。
f) 迷宫沉降池的迷宫翼片的清洗比较麻烦,一般约2周需清洗1次。
g) 电镀类废水排放量较大时,建议采用RO+IX工艺进行深度处理后回用于车间,这样既可节约水资源,又可大大减少企业交纳的排污费用。 |
