
电火花共轭回转加工
|
[拼音]:dianhuohua gong'e huizhuan jiagong [外文]:electrical discharge conjugate revolution machining 使工件和工具电极各自按一定的规律作回转运动,运用空间共轭成形原理把工件加工成形的电火花加工,又称电火花展成加工。这种方法是在1970年由中国的孙昌树所发明的。至80年代初,已发展成包括数十种工件的成形运动设计的一整套加工技术。 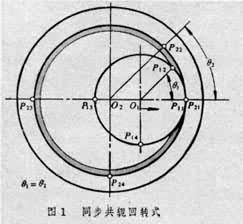
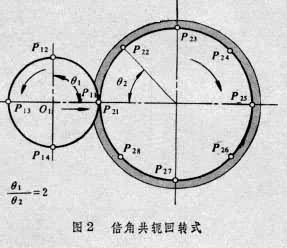
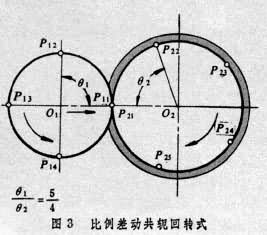
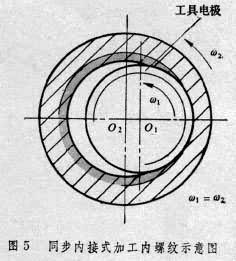
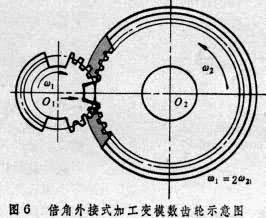
加工原理在电火花加工过程中,使工件与工具电极各对应点之间始终保持对应重合的关系,从而形成共轭运动。基本类型有: (1)同步共轭回转式,工具电极的转角θ1与工件转角θ2相等(图1); (2)倍角共轭回转式,θ1=Kθ2,K为整数(图2); (3)比例差动共轭回转式,θ1/θ2=K1/K2,K1与K2均为整数(图3); ④比例差动共轭回摆式,θ1/θ2=K1/K2,K1与K2均为整数(图4)。每种类型又可分为内接、外接和交接等形式。图5为同步内接式加工精密内螺纹示意图。具有外螺纹的工具电极在工件孔内作径向进给,并与工件作等角速度的回转(ω 1=ω 2)。 图6为倍角外接式加工变模数齿轮示意图。工具电极作径向进给和轴向直线或螺旋往复运动。工具电极回转角速度为工件回转角速度的两倍(ω 1=2ω 2)。 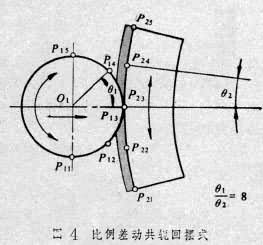
特点和应用加工时工具电极与工件处于回转切接状态,放电区域附近有足够空间和液流扰动,始终保持良好的排屑、排气条件。可以在极小间隙下进行加工,从而减小包络线成形的偏差。因是在窄长区域内放电,极间电容影响小,有利于实现超精加工。但由于加工面积较小,生产效率较低。利用共轭回转再加上辅助运动,能加工圆柱面、圆锥面、平面和旋转曲面,以及由渐开线、摆线、螺旋线、等速螺旋线和二次曲面等组成的复杂型面,特别适用于硬质合金和淬硬钢件的加工。加工精度可达微米级,表面粗糙度可达Rα0.32~0.04微米。这种方法常用于加工螺纹量规、螺纹板牙、硬质合金复杂成形刀具、滚压模具、小直径滚珠丝杠和螺母以及硬质合金齿轮等。 |



















