
胀形
|
[拼音]:zhangxing [外文]:bulging 在管坯内部或在板坯一侧通以高压液体、气体或放入刚体瓣模,迫使管、板塑性变形,以制成工件的冲压成形工艺。由于受到材料塑性和塑性变形能力的限制,胀形程度不宜过大。胀形可用以制造平板的局部突起、凹坑、花纹,波纹管,皮带轮和自行车五通接头等。图为皮带轮液压胀形工序。胀形时,作为介质的气体、液体的压力随工件材料、厚度、变形情况而异,一般用10~13兆帕,也有用高能率成形和超塑成形的。胀形变形均匀,只需要一块模具(通常为凹模),可以节省制模费用,但辅助工序较多,效率不高。 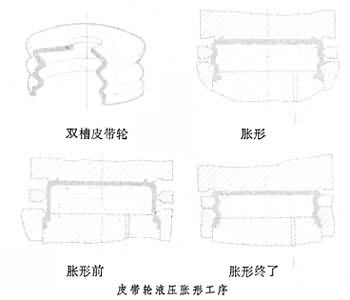 |



















热门点击
最近更新